Sometimes it is not possible to achieve the desired finished earth electrode resistance, due to the ground conditions being unfavourable – hard rocky ground, mountain tops, dry soil, etc.
For areas where the soil resistivity is very high, Greenwire offer several “conductive aggregate” solutions to help improve resistivity.
We recommend the use of copper earth electrode systems due to their inherent low resistivity and corrosion resistance.
Our range encompasses:
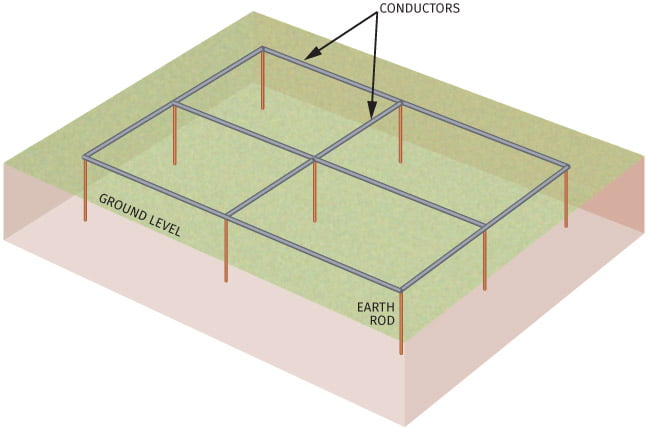
- Solid copper earth electrodes and conductor
- Solid stainless steel electrodes
- Copperbond (copper covered steel) electrodes and conductor
- Copper conductors
- Earth bars and bonds
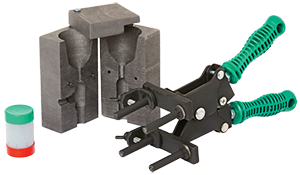
- Exothermic welding
Greenwire do not recommend the use of galvanised, zinc plated or bare mild steel in buried (in direct contact with soil) earth termination networks for two reasons.
- The high resistivity of steel compared to copper
- Poor corrosion resistance when compared with solid copper or copperbonded steel
Similarly, the earth connection components must also be able to resist corrosion and carry the nominated fault rating of the conductor.