Description
Product Information:
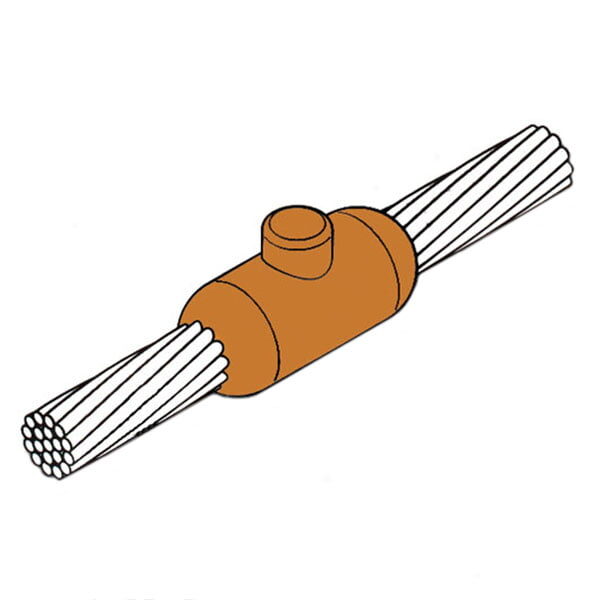
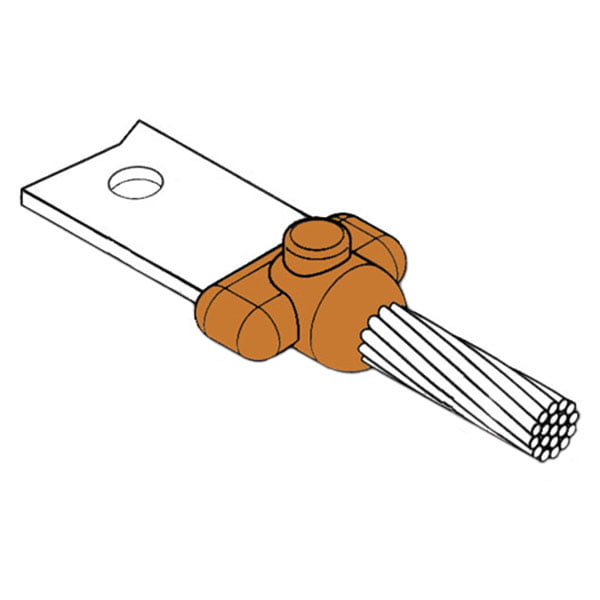
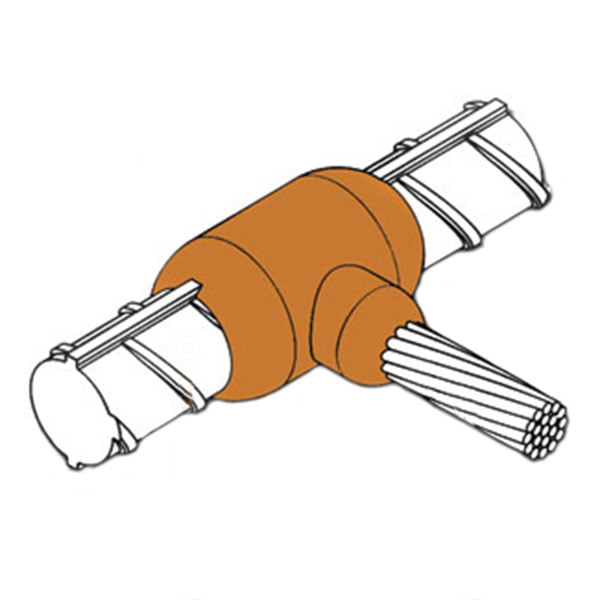
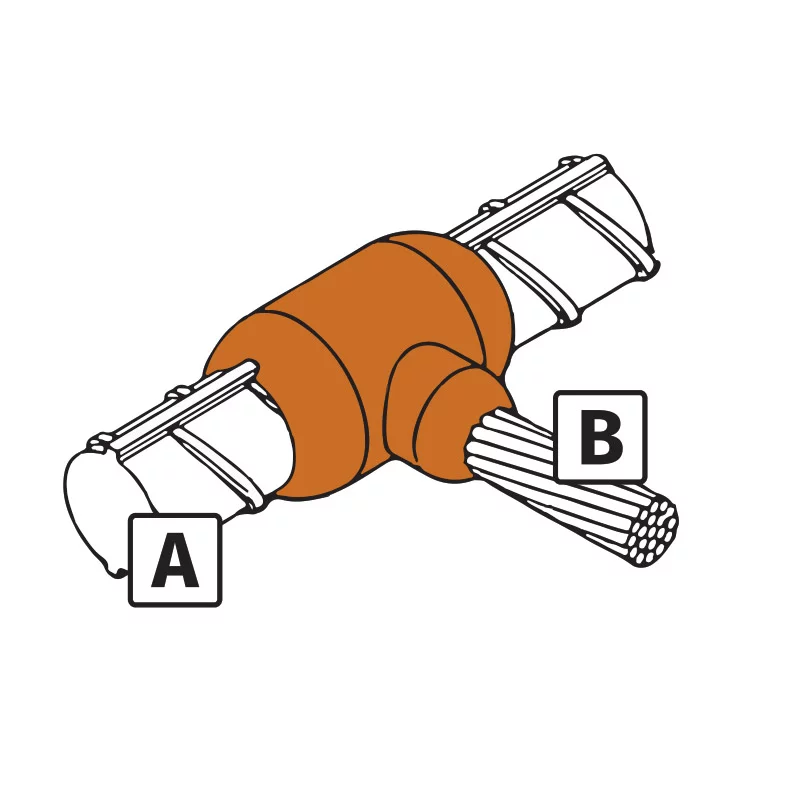
Horizontal Rebar to Horizontal Cable Tee Joint – CRE2 is a cable to rebar exothermic welded connection that requires a HCD or HCE Handle Clamp with a chain.
Features:
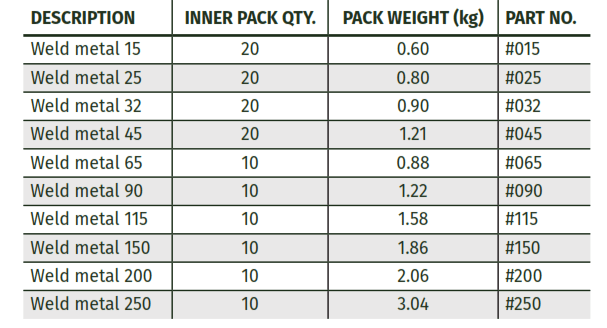
The Greenwire exothermic connection is a permanent,maintenance-free weld that will not loosen overtime or deteriorate with age .There is no increase in resistance in an exothermically weldedconnection, unlike in most pressure type (bolt/crimp) connectionsi.e.copper ground rod or grounding cable attached with ground rod clamps or cable terminal. A Greenwire weld metal consists of copper oxide, aluminium and flux in a granular (powder) form. Comes in standard sizes.
More Information:
To make a GreenWeld connection certain items might be required such as a Greenwire mould, Handle Clamp, Weld Metal, and/or Flint Gun.
Mould Care Guide:
Greenwire moulds are manufactured from high quality graphite which, by nature, is soft and needs to be handled with care in order to get the maximum lifetime.
- Always clean the mould after every weld
- Only use Greenwire cleaning equipment (soft brush) to clean the mould
- Keep the mould dry and away from moisture
- Do not hit or drop the mould
- When not in use, keep the mould in its packaging for protection
- Try not to hit the edges of the mould with the conductors to be connected • Never use a wire brush to clean the mould
- Always use the correct weld metal size, tools and handle clamps
Mould Inspection:
- Handle the mould with care.
- Mould must be dry with fixed lid.
- Identification plate must be attached.
- Mould faces must be smooth,so they seal properly.
- Mould steel disc seat must not show signs of wear, chips or gouges (steel disc must seal the hole properly to prevent weld metal entering the weld cavity prior to welding).
- Tap hole must be well defined.
- Weld cavity must not show signs of wear, chips or gouges (conductors must have a 3mm gap between them prior to welding, fit snugly and not be loose in the mould).
- REGULAR CHECKS HELP KEEP MOULDS IN GOOD CONDITION